

我们精心制作的【螺旋管】_合金管优选好材铸造好品质产品视频已经准备就绪,【解锁新品!】【螺旋管】_合金管优选好材铸造好品质产品视频,带你穿越新品体验之旅!
以下是:【螺旋管】_合金管优选好材铸造好品质的图文介绍
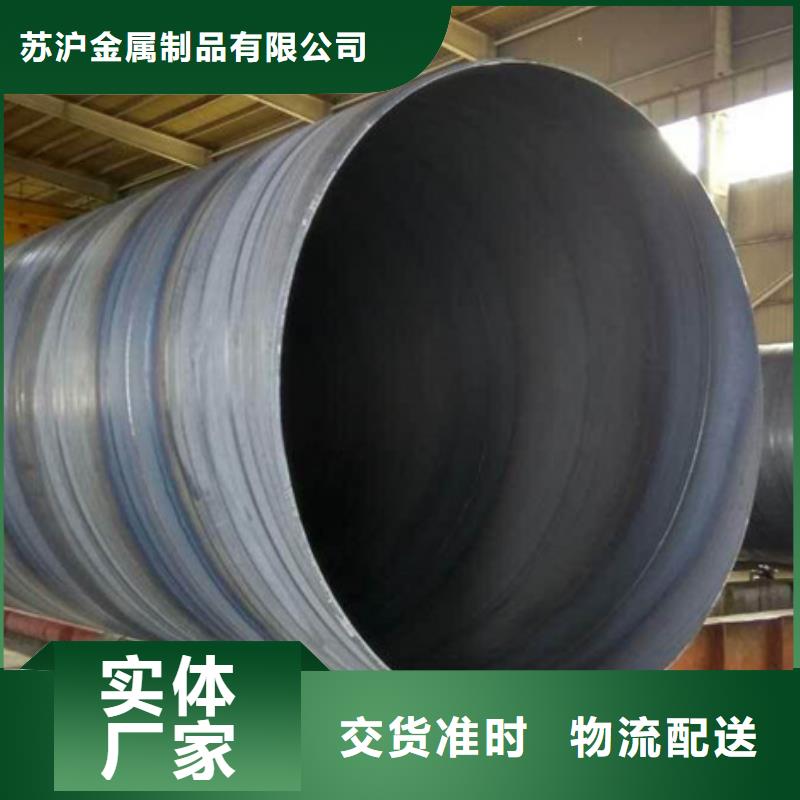
苏沪金属制品有限公司坐落在德清升华库,公司拥有的员工队伍从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能很好地呈现在客户面前。 公司的主营产品: 贵州贵阳ND钢管等系列产品;苏沪金属制品有限公司全体员工用自己的执著、诚信和尊严,精心打造每一件产品。欢迎广大客户来电来涵,莅临指导。我们期待着与您的合作,让我们携手共进!




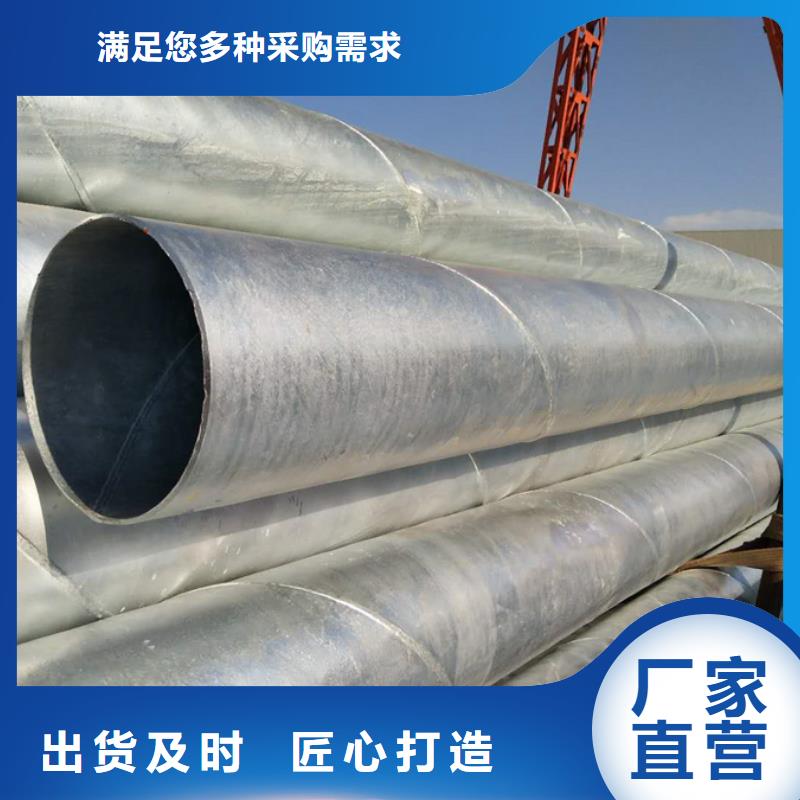
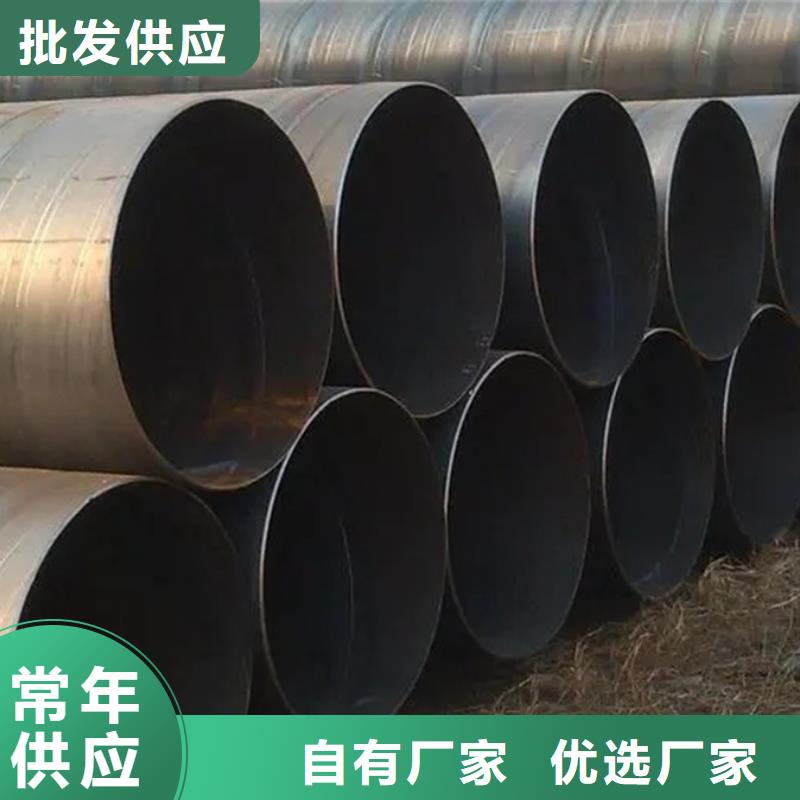
辊轮的安装斜度是可阔节的,通常安装倾斜角度小于45°。这种斜装辊轮承担着螺旋钢管前 进速度和旋转速度的双重作用。因此,螺旋钢管厂家在调节任何种速度时必须 兼顾另种速度的变化。它是在传送辊道上平行于钢管前方向安装若干对辊轮。每对辊轮中只为主动辊轮,另只为被 辊轮。主动辊轮表面加工有斜齿,当其转动时与钢管接触处产生寒力,带动螺旋钢管旋转。 螺旋钢管的全称即是螺旋缝双面埋弧焊钢管,螺旋管的生产工艺与他的名字一样,是以宽度1000mm以下的带钢、或者宽度1000mm-15000mm之间的卷板为原材料,在螺旋管生产设备中以螺旋缝双面埋弧焊的形式成型,根据客户的需求来截取相应的长度,如果长度无要求一般长度以6米/支或者12米/支截取。



2.贵州贵阳防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.贵州贵阳防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.贵州贵阳防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.贵州贵阳防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.贵州贵阳镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。


贵州贵阳大口径螺旋管厂家也用于低碳镍铬铝复合铜面低碳锌铬铝与钢以及其他镍基合金的焊接和钢材表面锌铬铝钨层的堆焊们焊丝用于高强度耐腐蚀锌合金,特别是和的焊接,也用于与钢的焊接和高强度保铬钼合金表面堆焊。强度达到大值时,焊后需要进行沉淀火,可进行钢与镍基高温合金组合的焊接概述镍与铁在周期表中同属Ⅷ族,这是具有铁磁性的元素,序号也相邻,其结晶性能晶格类型原子半径外层电子数目均相近,自然冶金相溶性较好,是一种少有的液态固态都能互为溶剂无限互溶的连续固溶体。因此,其熔焊焊接性良好,常用焊接方法不需要用特殊的工艺措施都能获得满意的接头质量。


